

Phễu rung cấp phôi
Tự động nạp nguyên liệu trong quá trình nạp liệu giúp tăng hiệu quả của nhà máy
Th1
Làm thế nào để tìm cách cải thiện thời gian chu kỳ trong quy trình của mình mà không làm giảm chất lượng sản phẩm (hỗn hợp vật liệu dạng bột). Đó là quy trình nạp vật liệu liên tục phải dừng lại thường xuyên trong khi nạp lại bình nạp.
Bộ điều khiển tỷ lệ thông minh được kết nối với bộ nạp trọng lượng có thể được thiết lập để tự động nạp lại (tăng trọng lượng) đồng thời cung cấp vật liệu nạp ở tỷ lệ mong muốn (giảm trọng lượng). Nói cách khác, bộ nạp không phải dừng lại khi được nạp lại, điều này làm tăng thời gian chu kỳ và giảm tổng chi phí vận hành. Nó cũng loại bỏ quy trình thủ công kiểm tra nhiều bình nạp để biết mức vật liệu.
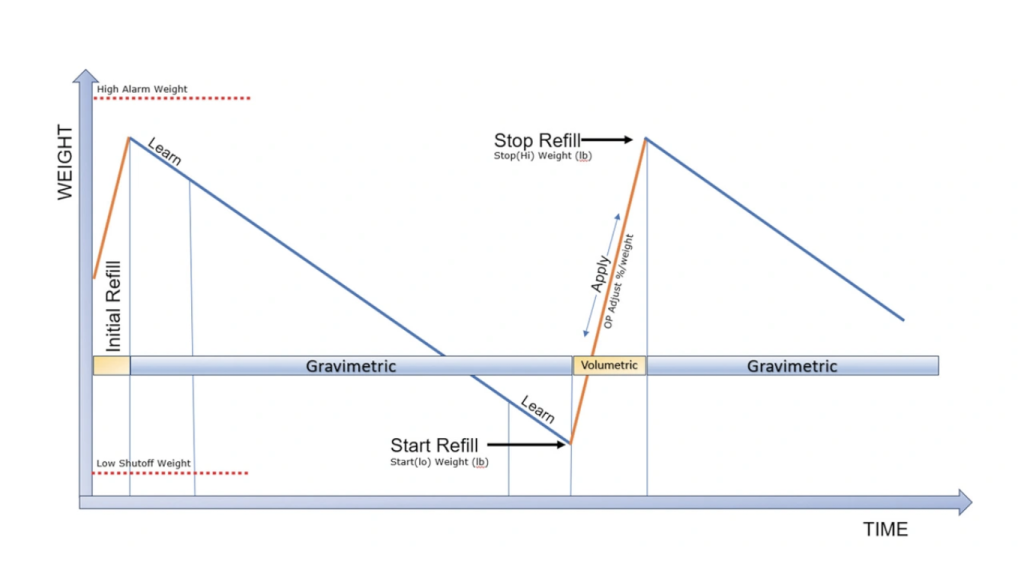
Nếu được cấu hình trong quá trình thiết lập thiết bị, quy trình bắt đầu bằng việc nạp lại ban đầu bằng cách kiểm tra xem trọng lượng có thấp hơn điểm đặt trọng lượng cao hay không. Nếu có, thiết bị sẽ nạp đầy phễu cho đến khi đạt đến điểm đặt trọng lượng cao trước khi chuyển sang chế độ kiểm soát tỷ lệ trọng lượng.
Ngay sau khi chuyển sang chế độ kiểm soát tốc độ và ngay trước khi đạt đến trọng lượng ngắt thấp để nạp lại, thiết bị sẽ “học” các đặc tính của dòng vật liệu khi bình đầy và khi bình gần hết. Điều này là cần thiết vì bình đầy có áp suất vật liệu lớn hơn trên trục vít hoặc trục vít so với bình rỗng, điều này sẽ làm tăng tốc độ dòng vật liệu ở mức đầu ra tương tự nhất định. Ví dụ, khi bình đầy, tín hiệu đầu ra tương tự có thể là 10mA để cấp ở tốc độ 100 lb/phút. Tuy nhiên, khi bình gần hết, tín hiệu đầu ra tương tự đó có thể cần là 12mA để cung cấp cùng tốc độ cấp 100 lb/phút. Điều này là do bình đầy sẽ “đóng gói” nhiều vật liệu hơn vào trục vít cấp so với bình rỗng.
Trong chế độ nạp lại, thiết bị chuyển từ điều khiển trọng lượng sang điều khiển thể tích để cho phép quá trình nạp hoặc phân phối tiếp tục trong khi đồng thời nạp lại bình. Thiết bị theo dõi và tính toán các đặc điểm cấp liệu vật liệu trong khi ở chế độ trọng lượng (được ghi lại là điều chỉnh phần trăm đầu ra—và được viết là OP%/wt) sau đó áp dụng các đặc điểm ‘đã học’ trong chế độ thể tích để sao chép chặt chẽ quá trình kiểm soát tốc độ. Điều này cho phép thiết bị cung cấp khả năng kiểm soát tốc độ liên tục và chính xác ngay cả khi đang trong chu kỳ nạp lại.
Yêu cầu để thiết lập quy trình nạp tiền tự động
Sau khi thiết lập và hiệu chuẩn cân, các thông số và chức năng sau là cần thiết cho quá trình nạp liệu có kiểm soát với chức năng tự động nạp lại:
- Tự động nạp lại: Có thể bật hoặc tắt chế độ này; để quá trình thực sự liên tục không bị gián đoạn, bạn phải bật chế độ này.
- Nạp lại ban đầu: Chế độ này có thể bật hoặc tắt tùy theo sở thích của người dùng vì nó chỉ được sử dụng một lần khi khởi động quy trình.
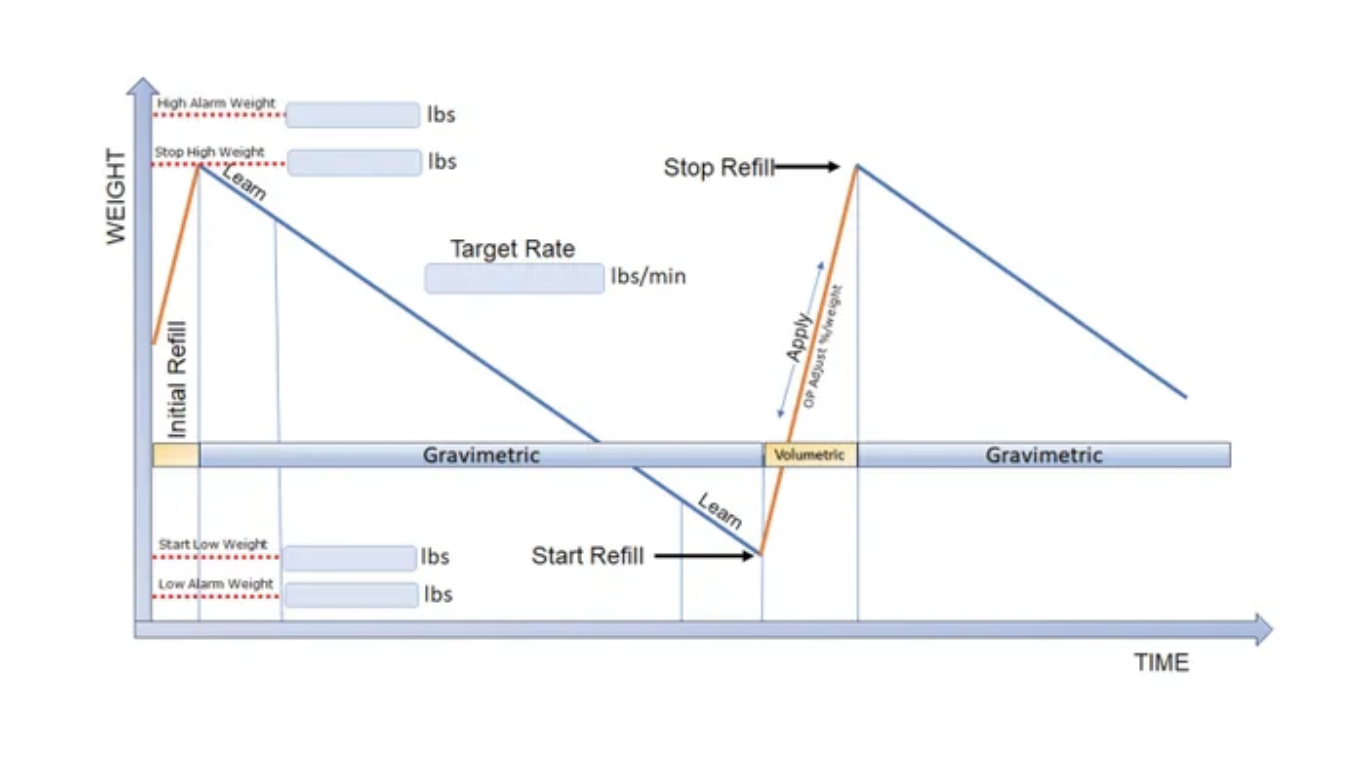
- Bắt đầu ở mức thấp: Trọng lượng kích hoạt chu kỳ nạp lại.
- Dừng ở mức cao: Trọng lượng kích hoạt kết thúc chu kỳ nạp lại.
- Báo động thấp: Trọng lượng dừng quá trình khi không có hoặc không có vật liệu trong bình nạp.
- Báo động cao: Trọng lượng kích hoạt dừng quá trình nạp lại để tránh quá đầy.
- Điều chỉnh phần trăm đầu ra: Điều chỉnh được thực hiện cho tín hiệu đầu ra tương tự để bù cho những thay đổi về dòng vật liệu theo hàm lượng trọng lượng trong bình nạp. Giá trị này được đo và tính toán trong “chế độ học” trong chu kỳ nạp trọng lượng.
- Tốc độ mục tiêu: Tốc độ cấp liệu mong muốn cho vật liệu được đưa vào quy trình.
- Báo động dung sai tốc độ: Không hiển thị trên biểu đồ, tham số ngoại lệ tốc độ là một dải dung sai được đặt xung quanh tốc độ mục tiêu. Nó được kích hoạt khi tốc độ mong muốn nằm ngoài dung sai trong một khoảng thời gian nhất định. Điều này có thể được kích hoạt bởi các sự kiện như cầu nối vật liệu trong bình nạp hoặc hỏng cơ chế nạp.
Các thuật ngữ và khái niệm hữu ích khác
Kiểm soát nguồn cấp liệu theo trọng lượng đo trọng lượng của vật liệu được đưa vào một quy trình. Trọng lượng có độ chính xác cao và nhất quán, ngay cả khi mật độ vật liệu thay đổi. Trọng lượng cũng bù cho các biến thể về mật độ khối vật liệu và đặc tính dòng chảy.
Kiểm soát lượng cấp liệu theo thể tích đo thể tích vật liệu được cấp vào một quy trình và không có khả năng bù đắp cho những thay đổi về mật độ khối vật liệu và đặc tính dòng chảy trừ khi được học từ quy trình cấp liệu theo trọng lượng.
Sau đây là sơ đồ tương tự với các giá trị hiển thị cần thiết để thiết lập quy trình nạp tự động mạnh mẽ (giá trị có thể tính theo đơn vị hệ mét hoặc hệ thống Anh và tính theo giây, phút hoặc giờ).
Bằng cách sử dụng một thiết bị có thể học được các đặc điểm của tốc độ nạp vật liệu ở các mức nạp khác nhau của bình nạp liệu – có thể thực hiện kiểm soát tốc độ đồng thời và nạp lại tự động để tăng năng suất của quy trình. Phương pháp này cũng có lợi ích là cải thiện tính nhất quán của sản phẩm, loại bỏ việc giám sát của con người và can thiệp vào quy trình, và báo động hoặc dừng quy trình ngay khi xảy ra lỗi.
Liên hệ với SWOER:
- Hotline: 0347 103 200
- Email: sales@swoer.vn
- Website: www.swoer.vn
- Địa chỉ: Số 4, Dã Tượng, Đường Lê Văn Thịnh, Phường Suối Hoa, Thành phố Bắc Ninh, Tỉnh Bắc Ninh

 English
English Korea
Korea Japan
Japan




